Innovation
Innovation
The WOW process is the combination of a standard evaporation/distillation process and a new fluid dynamics technology that allows to separate liquid solvent from solute and suspended components of a solution.
The theoretical base is a unique and solid high order physical theory on transformation of a liquid solution from homogeneous to dis-homogeneous.
The technology developed by WOW controls such a phenomenon through an active process, so to either cancel or amplify the entrainment or “drag” effect of any evaporation process, that is an unwanted secondary effect usually limiting the actual performance of distillation and evaporation processes.
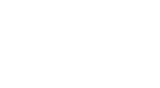
As a consequence of the above described controlled phenomenon, the application of the WOW technology to a standard evaporation system dramatically enhances the separation performance with respect to that of the evaporator alone. Moreover, the localization of the WOW contaminants concentration process in the very center of the processed solution volume prevents the superficial contamination of the boiler and eliminates the need of additional upstream and downstream tools like demisters, filters, membranes, distillation columns, bubble caps, reflux, liquid-vapor coalescers etc.The WOW control of the drag/entrainment effect of the evaporation process brings to Decontamination Factors (DF) hundreds to thousands times better than any other decontamination process. As the key is a physical phenomenon correlated to the liquid properties more than to the evaporation process itself, and it is not a chemical phenomenon, no consumables nor additives are used. To allow the control on the drag/entrainment effect in the evaporation volume, a pilot of the local thermodynamic parameters of the boiling solution is needed. The “bridge” between the external control panels and the remote proprietary control software from one side and the local thermodynamic parameters (not the extensive such as temperature and pressure) is an especially designed, patented and, by now, secret stainless steel tool submerged in the liquid inside the boiler (see Figure 1)
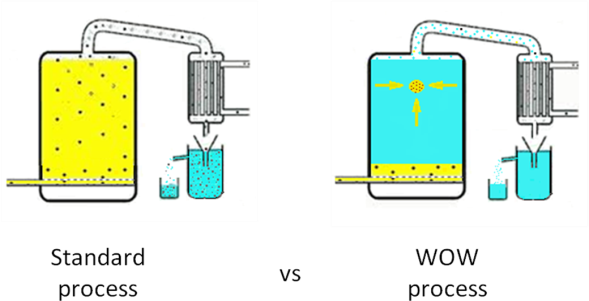
Figure 1. Evaporative systems without and with WOW process application
A total of 6 different parameters are controlled during this process patented by WOW Technology (PCT/IB2010/052342).
The WOW system separates solvent (e.g. water) from its solute or suspended elements/contaminants regardless of their nature (microbiological elements like bacteria, viruses, protozoan, pathogens, parasites and toxins; chemical solid contaminants; chemical liquid contaminants, including volatile elements; any other water pollutants) and it concentrates the residuals by several orders of magnitude better than any currently known method, , greatly reducing waste storage volumes and management costs. The WOW process is fully described by a mathematical predictive model specifically developed by WOW Technology’s engineers; this allows WOW to design scaled up versions of its device tailored to any application. Based upon the above mentioned mathematical model a dedicated operative protocol for each single application is prepared. Starting from the chemical and physical analysis of the solution, the protocol is triggered to grant the decontamination process to reach the following two targets: requested purification level of the output liquid/water and the final reduction of residual waste volume. The whole decontamination system (Wow Process plus the standard evaporation) is a continuous and single step process. In fact, since the evaporative process is applied to a dis-homogenous liquid (product of WOW piloted phenomena), with full control of the drag/entrainment effect, no batches are required to reach the desired DF. Moreover, as the concentration of the separated residuals happens in the volume of the liquid and the cleaning of fouling deposits is easily performed by a simple water washing at the end of the activity. In addition to this, due to construction method simplicity, almost no maintenance is required on this device. In order to properly operate the equipment, the solution concentration level inside the boiler is constantly kept at the desired value by the WOW’s operative protocol, that consider , among others, the physical and chemical characteristics of the solution and its radioisotopes. As described in Figure 2, WOW device will reach a maximum level of contamination concentration inside the boiler and then this level will be maintained constant and stable during the whole process. By this way, Wow Process becomes a continuous process. The WOW process can be finally synthesized as a three streams process (Figure 3) combining a Wow Technology’s patented process with a standard evaporation in order to obtain unprecedented decontamination factors and minimize residual waste volumes.
Figure 2. WOW’s concentration process graph

Figure 3. WOW process three streams
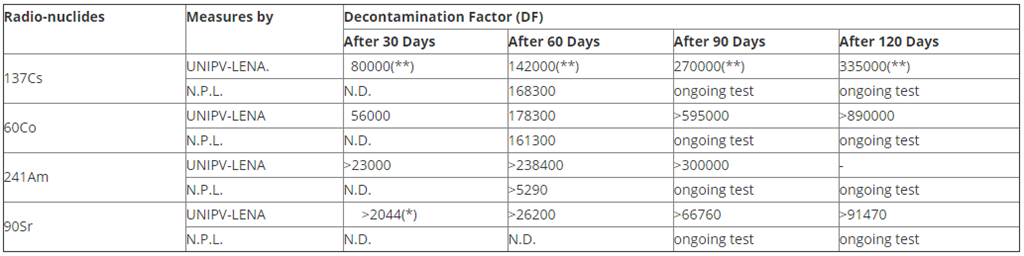
Tested and certified
University of Pavia (UNIPV) and its Laboratory for Applied Nuclear Energy (L.E.N.A.) cooperated with Wow Technology’s team to certify the process for application in the nuclear industry. The nuclear waste repository in Saluggia (Vercelli, Italy), located about 30 kilometers North-East of Turin, dealt with 50,000 liters of polluted solution at pH=4.6. Originally produced during the decommissioning of the nuclear site aside, it had been accumulated along over 30 years. The pollutants, apart from several salts and surfactants, included the following radioisotopes: 241Am, 137Cs, 60Co, 90Sr. WOW Technology was contracted by the operator of the site to properly treat the above mentioned contaminated water and with the following aims: separation of pure water with negligible residual contamination that required accurate low-background measurements and concentration of the remaining pollutants into only 20 liters of concentrated sludge. WOW module operated uninterruptedly for 120days, continuously monitored by nuclear repository owner (SSM) and certified by two advisors: L.E.N.A. – UNIPV and by the British National Physics Laboratory (N.P.L.). For final Decontamination Factors: (INSERIRE I DATI AGGIORNATI DI NPL)